
康明斯KTA19/38/50主軸承瓦技術規格參數
目錄
|
概述 |
|
準備步驟 |
|
拆卸 |
|
清潔和檢查能否繼續使用 |
|
安裝 |
|
最后步驟 |
|
概述 |
TOC |
|
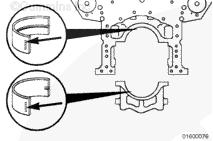
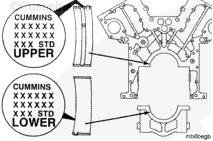
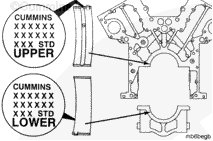
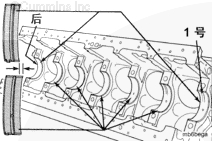
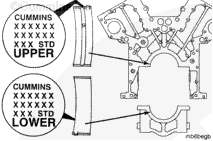
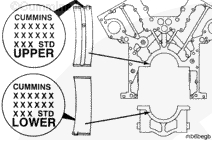
上軸承有一個機油孔。下軸承沒有機油孔。兩種軸承在后側都做有標記,表示位置(上或下)和尺寸(標準 [STD] 或加大尺寸 [OS])。軸承加大尺寸量用英寸表示。
使用與拆下的標準尺寸 0.254 mm [0.010 in]、0.508 mm [0.020 in] 或 0.762 mm [0.030 in] 的軸承相同規格的軸承。 |
|
SMALL | MEDIUM | LARGE |
|
 下一個 下一個
|
|
|
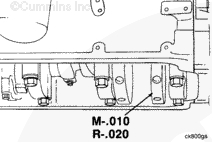
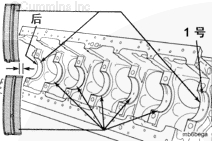
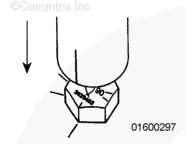
曲軸的 1 號平衡重端部壓印有一個標記,用來指示是否已研磨成縮小尺寸。主軸頸和連桿軸頸上的磨損量均壓印在此位置。止推軸承的尺寸標記在與止推位置相鄰的曲軸配重上。 |
|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
|
準備步驟 |
TOC |
|
 警告 警告 
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能產生生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。 |
|
 警告 警告 
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。 |
|
 警告 警告 
此部件或總成重達 23 kg [50 lb] 以上。為了避免嚴重的人身傷害,一定要在其他人協助下,或使用適當的提升設備來提升此部件或總成。 |
|
 警告 警告 
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。 |
· 斷開蓄電池。參考 OEM 維修手冊。
· 排放機油。參考第 7 節中的步驟 007-037。
· 拆下油底殼。參考第 7 節中的步驟 007-025。
· 拆卸機油濾清器。參考第 7 節中的步驟 007-013。
· 拆下機油油底殼連接件總成。參考第 7 節中的步驟 007-027。
· 安裝吸油管和支架。參考第 7 節中的步驟 007-035。
· 拆卸機油泵。參考第 7 節中的步驟 007-031。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
|
拆卸 |
TOC |
|
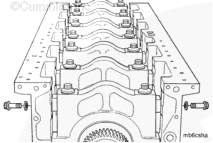
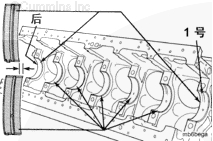
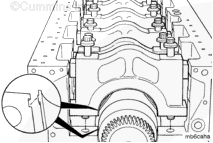
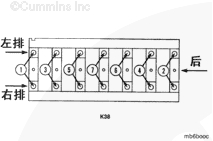
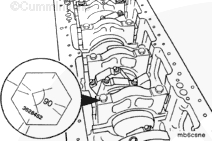
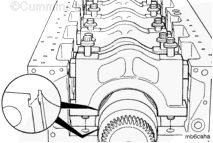
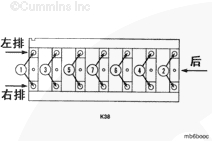
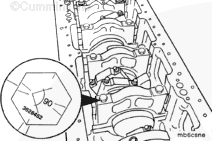
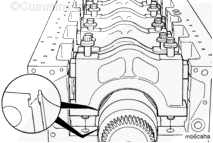
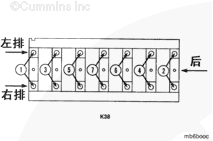
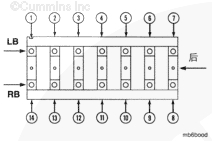
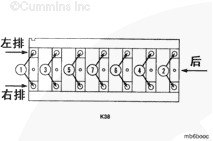
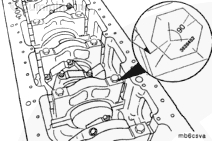
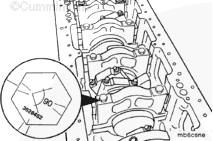
檢查以確保所有的主軸承蓋都已正確標識。
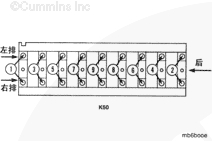
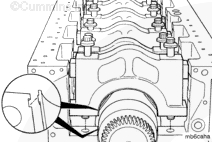
缸體上有一個編號,用于將缸體和主軸承蓋關聯在一起。該編號壓印在發動機左排后部的缸體的底部(油底殼法蘭上)。
注: “709N”僅用作示例。
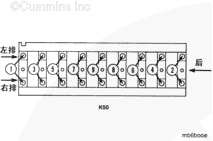
注: K38 和 QSK38 主軸承蓋如本圖所示。K50 和 QSK50 主軸承蓋的編號為從 1 到 9。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
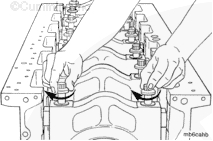
 注意 注意 
如果曲軸跌落,會造成人身傷害和曲軸損壞。 |
注: 有些側螺栓在拆卸時還涉及到其他部件的拆卸。
每個主軸承蓋有兩個側螺栓。
拆卸主軸承時,每次拆卸一個。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
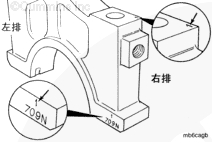
每個主軸承蓋上的編號與壓印在缸體上的編號相同。蓋的位置號在蓋上的兩個位置。
如果蓋上沒有標記位置,強烈建議在從缸體上拆下之前對其進行標記,以幫助識別。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
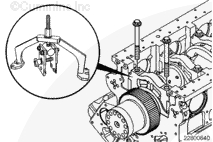
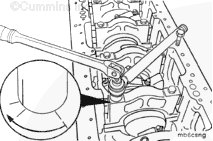
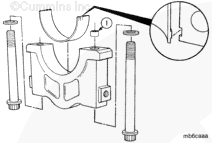
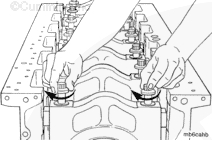
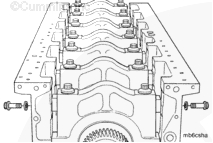
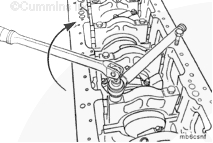
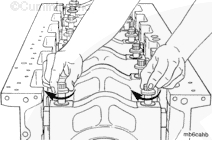
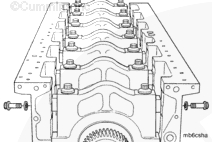
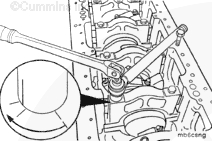
拆卸主軸承蓋安裝螺栓。
拆卸主軸承蓋。使用主軸承蓋拉拔器(零件號 4919357)。
將主軸承蓋拉拔器與主軸承蓋對準。
將固定裝置安裝至發動機缸體左、右油底殼油軌。
將主軸承蓋拉拔器壓板安裝至主軸承蓋并擰緊壓板旋鈕。
用扳手轉動固定裝置頂部的調整螺母以升起主軸承蓋。
注: 如果飛輪殼仍處于原位,將需要略微向前傾斜后主軸承蓋以使工具接近。用撬棍或大的螺絲刀向前傾斜主軸承蓋。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
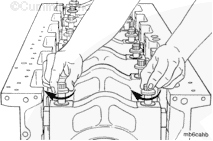
從軸承蓋上拆下軸承,并在定位舌上標記位置,便于以后辨認或分析。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
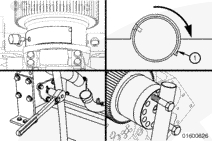
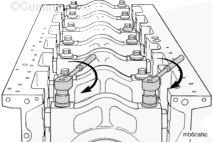
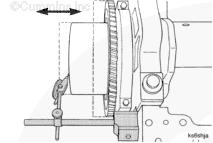
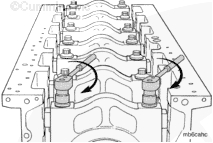
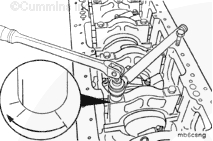
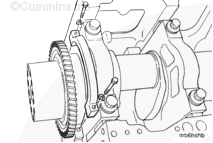
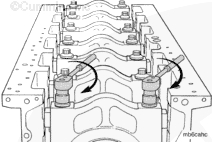
使用主軸承拆卸工具(零件號 3823818)拆卸主軸承上軸瓦。
轉動曲軸,首先從缸體中轉出主軸瓦的定位舌 (1)。
使用盤車機構緩慢轉動曲軸。繼續旋轉曲軸,直到軸瓦轉出發動機缸體。如果飛輪殼已拆下,可用曲軸適配器安裝螺栓轉動曲軸。
在軸瓦的定位舌部位標記上部主軸瓦的位置。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
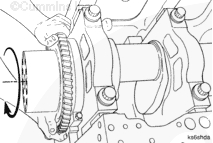
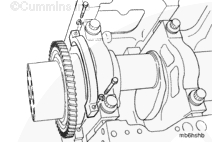
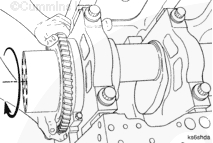
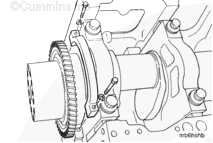
注: 如果由于軸承損壞要進行更換,檢查油底殼內有無碎屑。如果存在明顯的碎屑,拆下并解體機油泵并檢查襯套有無碎屑損壞。參考第 7 節中的步驟 007-031。
用不起毛的布清潔曲軸。
檢查軸頸是否損壞。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
|
清潔和檢查能否繼續使用 |
TOC |
|
 警告 警告 
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡,穿上防護服,以避免人身傷害。 |
|
 警告 警告 
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
|
 注意 注意 
不要使用刮刀或鋼絲刷,這樣會損壞軸承。 |
確保軸承位置已標記。如果再次使用軸承,必須將軸承安裝回原來的位置。
使用溶劑清洗軸承。
用壓縮空氣吹干。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
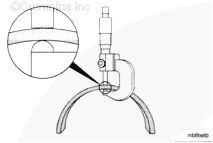
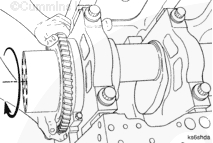
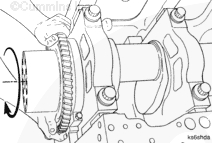
使用球端千分表。測量主軸承磨損部位的厚度。任何不符合技術規范的軸承必須進行更換。
標準或加大尺寸 (OS) 的主軸承厚度
|
|
|
|
mm |
|
in |
|
標準 |
4.280 |
最小 |
0.1685 |
|
|
4.336 |
最大 |
0.1707 |
|
0.010 (OS) |
4.407 |
最小 |
0.1735 |
|
|
4.463 |
最大 |
0.1757 |
|
0.020 (OS) |
4.534 |
最小 |
0.1785 |
|
|
4.590 |
最大 |
0.1807 |
|
0.030 (OS) |
4.661 |
最小 |
0.1835 |
|
|
4.717 |
最大 |
0.1857 |
|
0.040 (OS) |
4.788 |
最小 |
0.1885 |
|
|
4.844 |
最大 |
0.1907 |
測量止推軸承厚度。測量發光的區域。發光的區域說明該區域是曲軸與軸承接觸的區域。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
|
安裝 |
TOC |
|
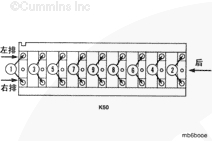
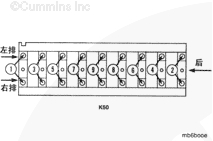
注: 主軸承的位置號從缸體前部開始記號,以 1 號開始。
注: K38 軸承的編號是從 1 到 7。
注: K50 軸承的編號是從 1 到 9。
主軸承具有兩種寬度。窄軸承適合于 K38 缸體的 1 號和 7 號位置,及 K50 和 QSK50 缸體的 1 號和 9 號位置。寬軸承適合兩種缸體的其余位置。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
上軸承有一個機油孔。下軸承沒有。兩個軸承的背面都有標記顯示位置以及標準規格 (STD) 或加大尺寸 (OS)。加大尺寸量刻印在背面(單位為英寸)。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
防止污垢混入潤滑劑。臟的潤滑劑可造成低里程故障。 |
用一塊不起毛的布。清潔軸承和安裝表面。
注: 不要潤滑軸承的背面。
將軸承定位舌與發動機缸體內的槽對齊。安裝軸承。軸承端部必須與主軸承蓋安裝面平齊。
如果將立即運轉發動機,則使用機油。如果不立即運轉發動機,則使用 Lubriplate™ 105 或等同物。潤滑軸承。
可繼續使用的軸承必須裝回原來的位置。
安裝主軸承上軸瓦。使用拆卸軸瓦時采用的同樣方法。將轉出工具放置在軸承定位舌端部。
軸承定位舌必須裝入軸承鞍座上的定位舌槽中,以便將軸承固定在正確的位置。 |




|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
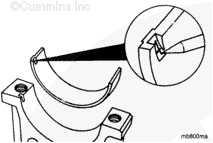
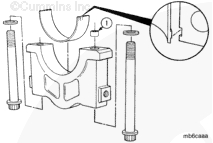
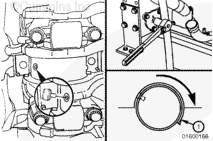
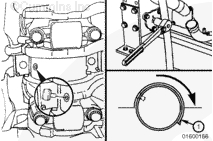
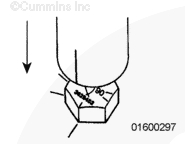
 注意 注意 
只有新的 K38 和 K50 發動機才有突出于主軸承蓋的定位銷 (1)。請勿在其他蓋上沒有定位銷的缸體中安裝帶有定位銷的蓋。如果不確定,嘗試將定位銷裝入缸體中正確的螺栓孔內。如果需要用力,請不要安裝定位銷。 |
如果需要,安裝定位銷。
使用不起毛的布清潔蓋的下軸承和安裝面。
將軸承定位舌與主軸承蓋內的槽對齊。軸承端部必須與主軸承蓋安裝面平齊。
使用的潤滑劑與涂抹在上主軸承上的潤滑劑相同。潤滑下軸承。
注: 不要潤滑主軸承的背面。 |




|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將螺栓裝入缸體之前,先甩掉多余的機油。機油過多可能導致液壓壓力,對缸體造成損壞。 |
用干凈的機油潤滑螺栓頭、螺紋和墊圈。
將墊圈和螺栓安裝進主軸承蓋中。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將軸承蓋安裝到缸體前,不要旋轉曲軸。如果軸承移位,會造成損壞。 |
注: 確保軸承和蓋帶有軸承定位舌的一側朝向缸體中的定位舌。
注: 移動主軸承蓋穿過邊蓋螺栓孔時,保持主軸承蓋平直。零件之間沒有或有極小的間隙。
安裝主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 用手安裝螺栓。
轉動螺栓,直到螺栓接觸到墊圈或主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 不得使用沖擊扳手。否則主軸瓦會掉出。
用兩顆螺栓將主軸承蓋推到位。
使用兩個扳手。同時擰緊兩顆螺栓。
確認主軸承蓋接觸缸體。否則,檢查軸承是否安裝錯位。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 經過加工的下止推軸承支架的側面必須朝向主軸承蓋。
安裝下曲軸止推軸承支架、鎖緊墊圈和螺栓。參考第 1 節中的步驟 001-007。 參考第 1 節中的步驟 001-007。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
在主軸承蓋都安裝到缸體上之前,不得轉動曲軸。如果軸承移位,會造成損壞。 |
使用盤車工具轉動曲軸。如果不能轉動,則每次拆下一個主軸承蓋,直到曲軸能夠自由轉動。這樣有助于找到沒有對齊的軸承蓋或軸承。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用干凈的機油潤滑螺栓頭、螺紋和硬平墊圈。
在主軸承蓋的側面安裝墊圈和螺栓。每個蓋需要兩個墊圈和螺栓。 |


|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K38 和 QSK38 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K50 和 QSK50 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
用手旋轉曲軸。如果不能轉動,每次松開一個主軸承蓋,直到曲軸能夠自由轉動。這將有助于找到沒有對齊的蓋。
檢查以確保留有軸向間隙。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
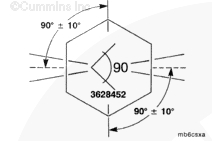
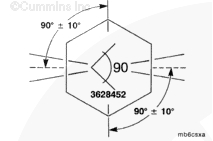
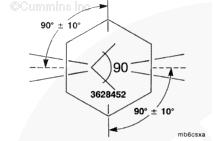
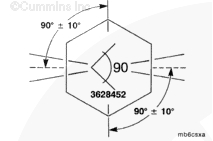
螺栓采用了三種不同的設計。
1. 黑色的 12 角螺栓
2. 淺灰色的 6 角螺栓
3. 帶有角度標記的 6 角螺栓(零件號 3628452)。
注: 用扭矩步驟擰緊螺栓(1 和 2)。螺栓可以混用,并安裝在同一個主軸承蓋上。用扭矩轉動步驟擰緊螺栓 (3)。
注: 使用扭矩轉動步驟的所有發動機在現場大修或維修時都需要應用扭矩轉動步驟。可由螺栓標記標識這些發動機。對于較舊的發動機,除了被鏜大的缸體,保留舊扭矩值。一旦由于空間有限不可采用扭矩轉動步驟,可以使用 814 N•m [600 ft-lb] 扭矩值來代替扭矩轉動步驟。
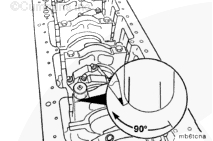
注: 由于扭矩轉動步驟所需的扭矩明顯高于單一扭矩步驟,因此康明斯公司建議將螺栓最后轉動 90 度時使用扭矩放大器和撬棍。標準扭矩扳手的最小力量為 407 N•m [300 ft-lb],使用該扳手(而不用扭矩放大器)以獲取初始 339 N•m [250 ft-lb] 的扭矩值。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 以下扭矩順序適用于扭矩加角度法。
對于 K38 和 QSK38 發動機,采用圖示的扭矩順序交替均勻地擰緊主軸承蓋安裝螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 339 n.m [250 ft-lb]
3. 松開
4. 339 n.m [250 ft-lb]
5. +90 度 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
對于 K50 和 QSK50 發動機,交替均勻地擰緊主軸承蓋安裝螺栓。按照圖示的扭矩順序。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 以下扭矩順序適用于扭矩加角度法。
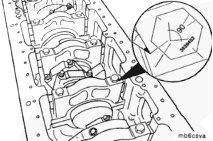
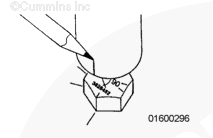
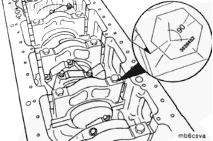
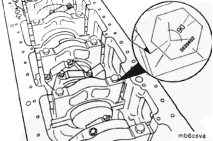
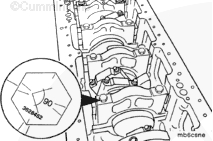
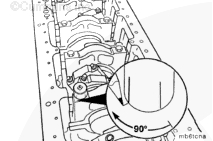
使用鉛筆或劃線器在主軸承蓋上鄰近每個螺栓頭的三個標記的位置劃三個標記(如圖)。如有必要,在蓋的表面使用 Dykem™ 以使標記可見。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 339 n.m [250 ft-lb]
3. 松開
4. 339 n.m [250 ft-lb]
5. +90 度 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒安裝在螺栓上,并在該套筒上劃一條線,與缸體上的單線在一條直線上。為了能清晰可見,在套筒上使用 Dykem™。此套筒應與螺栓頭緊密接觸。使用磨損的套筒會降低準確度。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
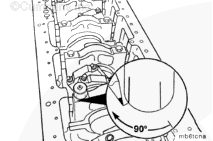
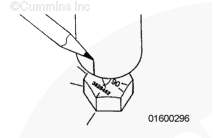
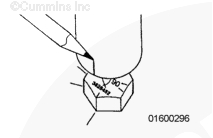
另一種標記缸體的方法是在套筒上劃兩條彼此成 90 度的線。為了準確,可使用模板。將套筒套在螺栓上,然后沿著套筒上其中一條線在缸體上劃一條線。再將螺栓轉 90 度。完成扭矩轉動步驟后,套筒上的第二條線需要與缸體上的線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒放在螺栓上,與軸承蓋上的單線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
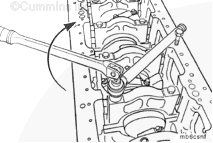
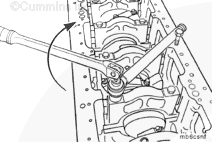
在相應的油底殼安裝螺栓孔中安裝 7/16 英寸的螺栓(約 6 英寸長),以防將轉動主軸承螺栓時扭矩放大器轉動。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
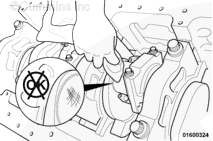
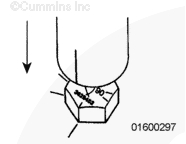
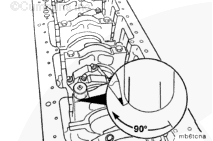
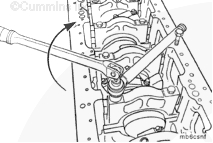
使用扭矩放大器(如圖)擰緊螺栓,直到套筒上的線位于主軸承上的兩個標記中間。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
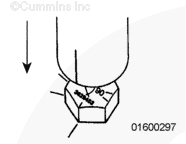
螺栓頭標記相對于軸承蓋標記的最終的正確位置。
對其余的螺栓重復該步驟。使用正確的扭矩順序。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
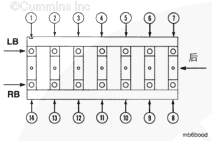
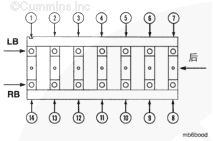
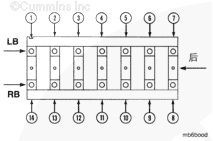
注: 本圖所示的是 K38 和 QSK38 發動機。K50 和 QSK50 使用相同的順序,但是編號從 1 到 18。
采用下列步驟,按圖示順序擰緊側螺栓。
Torque Value:
1. 68 n.m [50 ft-lb]
2. 217 n.m [160 ft-lb]
3. 454 n.m [335 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
檢查曲軸軸向間隙。參考第 1 節中的步驟 001-007。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
|
最后步驟 |
TOC |
|
 警告 警告 
此部件或總成重達 23 kg [50 lb] 以上。為了避免嚴重的人身傷害,一定要在其他人協助下,或使用適當的提升設備來提升此部件或總成。 |
|
 警告 警告 
蓄電池可能會有易爆性氣體逸出。為了盡可能避免人身傷害,在維護蓄電池前,必須保持發動機艙通風良好。為避免產生電弧,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。 |
· 安裝機油泵。參考第 7 節中的步驟 007-031。
· 安裝吸油管和支架。參考第 7 節中的步驟 007-035。
· 安裝油底殼。參考第 7 節中的步驟 007-025。
· 安裝油底殼連接件總成。參考第 7 節中的步驟 007-027。
· 安裝新的機油濾清器。參考第 7 節中的步驟 007-013。
· 向發動機加注機油。參考第 7 節中的步驟 007-037。
· 連接蓄電池。參考 OEM 維修手冊。
· 運轉發動機,檢查有無泄漏。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個
|
|
|
001-006 主軸承
目錄
|
安裝 |
TOC |
|
注: 主軸承的位置號從缸體前部開始記號,以 1 號開始。
注: K38 軸承的編號是從 1 到 7。
注: K50 軸承的編號是從 1 到 9。
主軸承具有兩種寬度。窄軸承適合于 K38 缸體的 1 號和 7 號位置,及 K50 和 QSK50 缸體的 1 號和 9 號位置。寬軸承適合兩種缸體的其余位置。 |

|
,
SMALL | MEDIUM | LARGE |
|
 下一個 下一個
|
|
|
上軸承有一個機油孔。下軸承沒有。兩個軸承的背面都有標記顯示位置以及標準規格 (STD) 或加大尺寸 (OS)。加大尺寸量刻印在背面(單位為英寸)。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
防止污垢混入潤滑劑。臟的潤滑劑可造成低里程故障。 |
用一塊不起毛的布。清潔軸承和安裝表面。
注: 不要潤滑軸承的背面。
將軸承定位舌與發動機缸體內的槽對齊。安裝軸承。軸承端部必須與主軸承蓋安裝面平齊。
如果將立即運轉發動機,則使用機油。如果不立即運轉發動機,則使用 Lubriplate™ 105 或等同物。潤滑軸承。
可繼續使用的軸承必須裝回原來的位置。
安裝主軸承上軸瓦。使用拆卸軸瓦時采用的同樣方法。將轉出工具放置在軸承定位舌端部。
軸承定位舌必須裝入軸承鞍座上的定位舌槽中,以便將軸承固定在正確的位置。 |




|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
只有新的 K38 和 K50 發動機才有突出于主軸承蓋的環形定位銷 (1)。請勿在其他蓋上沒有環形定位銷的缸體中安裝帶有環形定位銷的蓋。如果不確定,嘗試將環形定位銷裝入缸體中正確的螺栓孔內。如果需要用力,請不要安裝環形定位銷。 |
如果需要,安裝環形定位銷。
使用不起毛的布清潔蓋的下軸承和安裝面。
將軸承定位舌與主軸承蓋內的槽對齊。軸承端部必須與主軸承蓋安裝面平齊。
使用的潤滑劑與涂抹在上主軸承上的潤滑劑相同。潤滑下軸承。
注: 不要潤滑主軸承的背面。 |




|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將螺栓裝入缸體之前,先甩掉多余的機油。機油過多可能導致液壓壓力,對缸體造成損壞。 |
用干凈的機油潤滑螺栓頭、螺紋和墊圈。
將墊圈和螺栓安裝進主軸承蓋中。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將軸承蓋安裝到缸體前,不要旋轉曲軸。如果軸承移位,會造成損壞。 |
注: 確保軸承和蓋帶有軸承定位舌的一側朝向缸體中的定位舌。
注: 移動主軸承蓋穿過邊蓋螺栓孔時,保持主軸承蓋平直。零件之間沒有或有極小的間隙。
安裝主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 用手安裝螺栓。
轉動螺栓,直到螺栓接觸到墊圈或主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 不得使用沖擊扳手。否則主軸瓦會掉出。
用兩顆螺栓將主軸承蓋推到位。
使用兩個扳手。同時擰緊兩顆螺栓。
確認主軸承蓋接觸缸體。否則,檢查軸承是否安裝錯位。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 經過加工的下止推軸承支架的側面必須朝向主軸承蓋。
安裝下曲軸止推軸承支架、鎖緊墊圈和螺栓。參考第 1 節中的步驟 001-007。 參考第 1 節中的步驟 001-007。 |



|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
在主軸承蓋都安裝到缸體上之前,不得轉動曲軸。如果軸承移位,會造成損壞。 |
使用盤車工具轉動曲軸。如果不能轉動,則每次拆下一個主軸承蓋,直到曲軸能夠自由轉動。這樣有助于找到沒有對齊的軸承蓋或軸承。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用干凈的機油潤滑螺栓頭、螺紋和硬平墊圈。
在主軸承蓋的側面安裝墊圈和螺栓。每個蓋需要兩個墊圈和螺栓。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K38 和 QSK38 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K50 和 QSK50 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
用手旋轉曲軸。如果不能轉動,每次松開一個主軸承蓋,直到曲軸能夠自由轉動。這將有助于找到沒有對齊的蓋。
檢查以確保留有軸向間隙。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
螺栓采用了三種不同的設計。
1. 黑色的 12 角螺栓
2. 淺灰色的 6 角螺栓
3. 帶有角度標記的 6 角螺栓(零件號 3628452)。
注: 用扭矩步驟擰緊螺栓(1 和 2)。螺栓可以混用,并安裝在同一個主軸承蓋上。用扭矩轉動步驟擰緊螺栓 (3)。
注: 使用扭矩轉動步驟的所有發動機在現場大修或維修時都需要應用扭矩轉動步驟。可由螺栓標記標識這些發動機。對于較舊的發動機,除了被鏜大的缸體,保留舊扭矩值。一旦由于空間有限不可采用扭矩轉動步驟,可以使用 814 N•m [600 ft-lb] 扭矩值來代替扭矩轉動步驟。
注: 由于扭矩轉動步驟所需的扭矩明顯高于單一扭矩步驟,因此康明斯公司建議將螺栓最后轉動 90 度時使用扭矩放大器和撬棍。標準扭矩扳手的最小力量為 407 N•m [300 ft-lb],使用該扳手(而不用扭矩放大器)以獲取初始 339 N•m [250 ft-lb] 的扭矩值。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 以下扭矩順序適用于扭矩加角度法。
使用鉛筆或劃線器在主軸承蓋上鄰近每個螺栓頭的三個標記的位置劃三個標記(如圖)。如有必要,在蓋的表面使用 Dykem™ 以使標記可見。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 339 n.m [250 ft-lb]
3. 松開
4. 339 n.m [250 ft-lb]
5. +90 度 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒安裝在螺栓上,并在該套筒上劃一條線,與缸體上的單線在一條直線上。為了能清晰可見,在套筒上使用 Dykem™。此套筒應與螺栓頭緊密接觸。使用磨損的套筒會降低準確度。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
另一種標記缸體的方法是在套筒上劃兩條彼此成 90 度的線。為了準確,可使用模板。將套筒套在螺栓上,然后沿著套筒上其中一條線在缸體上劃一條線。再將螺栓轉 90 度。完成扭矩轉動步驟后,套筒上的第二條線需要與缸體上的線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒放在螺栓上,與軸承蓋上的單線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
在相應的油底殼安裝螺栓孔中安裝 7/16 英寸的螺栓(約 6 英寸長),以防將轉動主軸承螺栓時扭矩放大器轉動。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用扭矩放大器(如圖)擰緊螺栓,直到套筒上的線位于主軸承上的兩個標記中間。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
螺栓頭標記相對于軸承蓋標記的最終的正確位置。
對其余的螺栓重復該步驟。使用正確的扭矩順序。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 本圖所示的是 K38 和 QSK38 發動機。K50 和 QSK50 使用相同的順序,但是編號從 1 到 18。
采用下列步驟,按圖示順序擰緊側螺栓。
Torque Value:
1. 68 n.m [50 ft-lb]
2. 217 n.m [160 ft-lb]
3. 454 n.m [335 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個
|
|
|
001-006 主軸承
目錄
|
安裝 |
TOC |
|
注: 主軸承的位置號從缸體前部開始記號,以 1 號開始。
注: K38 軸承的編號是從 1 到 7。
注: K50 軸承的編號是從 1 到 9。
主軸承具有兩種寬度。窄軸承適合于 K38 缸體的 1 號和 7 號位置,及 K50 和 QSK50 缸體的 1 號和 9 號位置。寬軸承適合兩種缸體的其余位置。 |

|
SMALL | MEDIUM | LARGE |
|
 下一個 下一個
|
|
|
上軸承有一個機油孔。下軸承沒有。兩個軸承的背面都有標記顯示位置以及標準規格 (STD) 或加大尺寸 (OS)。加大尺寸量刻印在背面(單位為英寸)。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
防止污垢混入潤滑劑。臟的潤滑劑可造成低里程故障。 |
用一塊不起毛的布。清潔軸承和安裝表面。
注: 不要潤滑軸承的背面。
將軸承定位舌與發動機缸體內的槽對齊。安裝軸承。軸承端部必須與主軸承蓋安裝面平齊。
如果將立即運轉發動機,則使用機油。如果不立即運轉發動機,則使用 Lubriplate™ 105 或等同物。潤滑軸承。
可繼續使用的軸承必須裝回原來的位置。
安裝主軸承上軸瓦。使用拆卸軸瓦時采用的同樣方法。將轉出工具放置在軸承定位舌端部。
軸承定位舌必須裝入軸承鞍座上的定位舌槽中,以便將軸承固定在正確的位置。 |




|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
只有新的 K38 和 K50 發動機才有突出于主軸承蓋的環形定位銷 (1)。請勿在其他蓋上沒有環形定位銷的缸體中安裝帶有環形定位銷的蓋。如果不確定,嘗試將環形定位銷裝入缸體中正確的螺栓孔內。如果需要用力,請不要安裝環形定位銷。 |
如果需要,安裝環形定位銷。
使用不起毛的布清潔蓋的下軸承和安裝面。
將軸承定位舌與主軸承蓋內的槽對齊。軸承端部必須與主軸承蓋安裝面平齊。
使用的潤滑劑與涂抹在上主軸承上的潤滑劑相同。潤滑下軸承。
注: 不要潤滑主軸承的背面。 |




|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將螺栓裝入缸體之前,先甩掉多余的機油。機油過多可能導致液壓壓力,對缸體造成損壞。 |
用干凈的機油潤滑螺栓頭、螺紋和墊圈。
將墊圈和螺栓安裝進主軸承蓋中。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將軸承蓋安裝到缸體前,不要旋轉曲軸。如果軸承移位,會造成損壞。 |
注: 確保軸承和蓋帶有軸承定位舌的一側朝向缸體中的定位舌。
注: 移動主軸承蓋穿過邊蓋螺栓孔時,保持主軸承蓋平直。零件之間沒有或有極小的間隙。
安裝主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 用手安裝螺栓。
轉動螺栓,直到螺栓接觸到墊圈或主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 不得使用沖擊扳手。否則主軸瓦會掉出。
用兩顆螺栓將主軸承蓋推到位。
使用兩個扳手。同時擰緊兩顆螺栓。
確認主軸承蓋接觸缸體。否則,檢查軸承是否安裝錯位。 |


|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 經過加工的下止推軸承支架的側面必須朝向主軸承蓋。
安裝下曲軸止推軸承支架、鎖緊墊圈和螺栓。參考第 1 節中的步驟 001-007。 參考第 1 節中的步驟 001-007。 |



|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
在主軸承蓋都安裝到缸體上之前,不得轉動曲軸。如果軸承移位,會造成損壞。 |
使用盤車工具轉動曲軸。如果不能轉動,則每次拆下一個主軸承蓋,直到曲軸能夠自由轉動。這樣有助于找到沒有對齊的軸承蓋或軸承。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用干凈的機油潤滑螺栓頭、螺紋和硬平墊圈。
在主軸承蓋的側面安裝墊圈和螺栓。每個蓋需要兩個墊圈和螺栓。 |


|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K38 和 QSK38 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K50 和 QSK50 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
用手旋轉曲軸。如果不能轉動,每次松開一個主軸承蓋,直到曲軸能夠自由轉動。這將有助于找到沒有對齊的蓋。
檢查以確保留有軸向間隙。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
螺栓采用了三種不同的設計。
1. 黑色的 12 角螺栓
2. 淺灰色的 6 角螺栓
3. 帶有角度標記的 6 角螺栓(零件號 3628452)。
注: 用扭矩步驟擰緊螺栓(1 和 2)。螺栓可以混用,并安裝在同一個主軸承蓋上。用扭矩轉動步驟擰緊螺栓 (3)。
注: 使用扭矩轉動步驟的所有發動機在現場大修或維修時都需要應用扭矩轉動步驟。可由螺栓標記標識這些發動機。對于較舊的發動機,除了被鏜大的缸體,保留舊扭矩值。一旦由于空間有限不可采用扭矩轉動步驟,可以使用 814 N•m [600 ft-lb] 扭矩值來代替扭矩轉動步驟。
注: 由于扭矩轉動步驟所需的扭矩明顯高于單一扭矩步驟,因此康明斯公司建議將螺栓最后轉動 90 度時使用扭矩放大器和撬棍。標準扭矩扳手的最小力量為 407 N•m [300 ft-lb],使用該扳手(而不用扭矩放大器)以獲取初始 339 N•m [250 ft-lb] 的扭矩值。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 以下扭矩順序適用于扭矩加角度法。
使用鉛筆或劃線器在主軸承蓋上鄰近每個螺栓頭的三個標記的位置劃三個標記(如圖)。如有必要,在蓋的表面使用 Dykem™ 以使標記可見。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 339 n.m [250 ft-lb]
3. 松開
4. 339 n.m [250 ft-lb]
5. +90 度 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒安裝在螺栓上,并在該套筒上劃一條線,與缸體上的單線在一條直線上。為了能清晰可見,在套筒上使用 Dykem™。此套筒應與螺栓頭緊密接觸。使用磨損的套筒會降低準確度。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
另一種標記缸體的方法是在套筒上劃兩條彼此成 90 度的線。為了準確,可使用模板。將套筒套在螺栓上,然后沿著套筒上其中一條線在缸體上劃一條線。再將螺栓轉 90 度。完成扭矩轉動步驟后,套筒上的第二條線需要與缸體上的線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒放在螺栓上,與軸承蓋上的單線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
在相應的油底殼安裝螺栓孔中安裝 7/16 英寸的螺栓(約 6 英寸長),以防將轉動主軸承螺栓時扭矩放大器轉動。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用扭矩放大器(如圖)擰緊螺栓,直到套筒上的線位于主軸承上的兩個標記中間。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
螺栓頭標記相對于軸承蓋標記的最終的正確位置。
對其余的螺栓重復該步驟。使用正確的扭矩順序。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 本圖所示的是 K38 和 QSK38 發動機。K50 和 QSK50 使用相同的順序,但是編號從 1 到 18。
采用下列步驟,按圖示順序擰緊側螺栓。
Torque Value:
1. 68 n.m [50 ft-lb]
2. 217 n.m [160 ft-lb]
3. 454 n.m [335 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個
|
|
|
001-006 主軸承
目錄
|
安裝 |
TOC |
|
注: 主軸承的位置號從缸體前部開始記號,以 1 號開始。
注: K38 軸承的編號是從 1 到 7。
注: K50 軸承的編號是從 1 到 9。
主軸承具有兩種寬度。窄軸承適合于 K38 缸體的 1 號和 7 號位置,及 K50 和 QSK50 缸體的 1 號和 9 號位置。寬軸承適合兩種缸體的其余位置。 |

|

SMALL | MEDIUM | LARGE |
|
 下一個 下一個
|
|
|
上軸承有一個機油孔。下軸承沒有。兩個軸承的背面都有標記顯示位置以及標準規格 (STD) 或加大尺寸 (OS)。加大尺寸量刻印在背面(單位為英寸)。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
防止污垢混入潤滑劑。臟的潤滑劑可造成低里程故障。 |
用一塊不起毛的布。清潔軸承和安裝表面。
注: 不要潤滑軸承的背面。
將軸承定位舌與發動機缸體內的槽對齊。安裝軸承。軸承端部必須與主軸承蓋安裝面平齊。
如果將立即運轉發動機,則使用機油。如果不立即運轉發動機,則使用 Lubriplate™ 105 或等同物。潤滑軸承。
可繼續使用的軸承必須裝回原來的位置。
安裝主軸承上軸瓦。使用拆卸軸瓦時采用的同樣方法。將轉出工具放置在軸承定位舌端部。
軸承定位舌必須裝入軸承鞍座上的定位舌槽中,以便將軸承固定在正確的位置。 |




|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
只有新的 K38 和 K50 發動機才有突出于主軸承蓋的環形定位銷 (1)。請勿在其他蓋上沒有環形定位銷的缸體中安裝帶有環形定位銷的蓋。如果不確定,嘗試將環形定位銷裝入缸體中正確的螺栓孔內。如果需要用力,請不要安裝環形定位銷。 |
如果需要,安裝環形定位銷。
使用不起毛的布清潔蓋的下軸承和安裝面。
將軸承定位舌與主軸承蓋內的槽對齊。軸承端部必須與主軸承蓋安裝面平齊。
使用的潤滑劑與涂抹在上主軸承上的潤滑劑相同。潤滑下軸承。
注: 不要潤滑主軸承的背面。 |




|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將螺栓裝入缸體之前,先甩掉多余的機油。機油過多可能導致液壓壓力,對缸體造成損壞。 |
用干凈的機油潤滑螺栓頭、螺紋和墊圈。
將墊圈和螺栓安裝進主軸承蓋中。 |



|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
將軸承蓋安裝到缸體前,不要旋轉曲軸。如果軸承移位,會造成損壞。 |
注: 確保軸承和蓋帶有軸承定位舌的一側朝向缸體中的定位舌。
注: 移動主軸承蓋穿過邊蓋螺栓孔時,保持主軸承蓋平直。零件之間沒有或有極小的間隙。
安裝主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 用手安裝螺栓。
轉動螺栓,直到螺栓接觸到墊圈或主軸承蓋。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 不得使用沖擊扳手。否則主軸瓦會掉出。
用兩顆螺栓將主軸承蓋推到位。
使用兩個扳手。同時擰緊兩顆螺栓。
確認主軸承蓋接觸缸體。否則,檢查軸承是否安裝錯位。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 經過加工的下止推軸承支架的側面必須朝向主軸承蓋。
安裝下曲軸止推軸承支架、鎖緊墊圈和螺栓。參考第 1 節中的步驟 001-007。 參考第 1 節中的步驟 001-007。 |



|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
 注意 注意 
在主軸承蓋都安裝到缸體上之前,不得轉動曲軸。如果軸承移位,會造成損壞。 |
使用盤車工具轉動曲軸。如果不能轉動,則每次拆下一個主軸承蓋,直到曲軸能夠自由轉動。這樣有助于找到沒有對齊的軸承蓋或軸承。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用干凈的機油潤滑螺栓頭、螺紋和硬平墊圈。
在主軸承蓋的側面安裝墊圈和螺栓。每個蓋需要兩個墊圈和螺栓。 |


|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K38 和 QSK38 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 扭矩次序參考只適用于直扭矩法。
對于 K50 和 QSK50 發動機,采用下列步驟,按圖示順序擰緊螺栓。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 285 n.m [210 ft-lb]
3. 610 n.m [450 ft-lb]
4. 松開
5. 176 n.m [130 ft-lb]
6. 285 n.m [210 ft-lb]
7. 610 n.m [450 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
用手旋轉曲軸。如果不能轉動,每次松開一個主軸承蓋,直到曲軸能夠自由轉動。這將有助于找到沒有對齊的蓋。
檢查以確保留有軸向間隙。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
螺栓采用了三種不同的設計。
1. 黑色的 12 角螺栓
2. 淺灰色的 6 角螺栓
3. 帶有角度標記的 6 角螺栓(零件號 3628452)。
注: 用扭矩步驟擰緊螺栓(1 和 2)。螺栓可以混用,并安裝在同一個主軸承蓋上。用扭矩轉動步驟擰緊螺栓 (3)。
注: 使用扭矩轉動步驟的所有發動機在現場大修或維修時都需要應用扭矩轉動步驟。可由螺栓標記標識這些發動機。對于較舊的發動機,除了被鏜大的缸體,保留舊扭矩值。一旦由于空間有限不可采用扭矩轉動步驟,可以使用 814 N•m [600 ft-lb] 扭矩值來代替扭矩轉動步驟。
注: 由于扭矩轉動步驟所需的扭矩明顯高于單一扭矩步驟,因此康明斯公司建議將螺栓最后轉動 90 度時使用扭矩放大器和撬棍。標準扭矩扳手的最小力量為 407 N•m [300 ft-lb],使用該扳手(而不用扭矩放大器)以獲取初始 339 N•m [250 ft-lb] 的扭矩值。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 以下扭矩順序適用于扭矩加角度法。
使用鉛筆或劃線器在主軸承蓋上鄰近每個螺栓頭的三個標記的位置劃三個標記(如圖)。如有必要,在蓋的表面使用 Dykem™ 以使標記可見。
Torque Value:
1. 176 n.m [130 ft-lb]
2. 339 n.m [250 ft-lb]
3. 松開
4. 339 n.m [250 ft-lb]
5. +90 度 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒安裝在螺栓上,并在該套筒上劃一條線,與缸體上的單線在一條直線上。為了能清晰可見,在套筒上使用 Dykem™。此套筒應與螺栓頭緊密接觸。使用磨損的套筒會降低準確度。 |

|

SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
另一種標記缸體的方法是在套筒上劃兩條彼此成 90 度的線。為了準確,可使用模板。將套筒套在螺栓上,然后沿著套筒上其中一條線在缸體上劃一條線。再將螺栓轉 90 度。完成扭矩轉動步驟后,套筒上的第二條線需要與缸體上的線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
將套筒放在螺栓上,與軸承蓋上的單線成一條直線。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
在相應的油底殼安裝螺栓孔中安裝 7/16 英寸的螺栓(約 6 英寸長),以防將轉動主軸承螺栓時扭矩放大器轉動。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
使用扭矩放大器(如圖)擰緊螺栓,直到套筒上的線位于主軸承上的兩個標記中間。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
螺栓頭標記相對于軸承蓋標記的最終的正確位置。
對其余的螺栓重復該步驟。使用正確的扭矩順序。 |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個  下一個 下一個
|
|
|
注: 本圖所示的是 K38 和 QSK38 發動機。K50 和 QSK50 使用相同的順序,但是編號從 1 到 18。
采用下列步驟,按圖示順序擰緊側螺栓。
Torque Value:
1. 68 n.m [50 ft-lb]
2. 217 n.m [160 ft-lb]
3. 454 n.m [335 ft-lb] |

|
SMALL | MEDIUM | LARGE |
|
 前一個 前一個
|
|
|

康明斯K38、K50、QSK38 和 QSK50 柴油發動機用戶操作說明手冊 - 概述

概述
細心正確地使用發動機會延長其壽命、獲得更佳的性能和更好的經濟效益。按照維護保養指南(第 2 節)中給出的方法進行每日的維護保養檢查。本手冊中涉及的新 Cummins® 發動機不需要“磨合”步驟。本手冊在本節中給出了正確使用發動機所需的全部信息。
美國法規要求指定用于緊急用途的固定壓縮點火內燃式發動機限于緊急操作并且需要進行維修保養和測試。
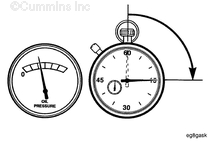
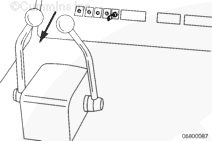
每日檢查機油壓力指示器、溫度指示器、警告指示燈和其他儀表,以確保它們工作正常。每日通過 OEM 前面板檢查機油壓力、冷卻液溫度、DEF 液位和其他發動機參數,以確保它們工作正常。檢查面板上有無任何警報信息。采取適當的行動以修正警報狀態或聯系最近的 Cummins® 授權分銷商。
警告
不要在有或者可能有可燃氣體的環境中運轉柴油發動機。這些氣體會通過進氣系統吸入到發動機內,造成發動機加速并且超速,這樣會引發火災、爆炸或重大財產損失。有許多安全裝置可供使用,例如進氣切斷裝置,如果發動機因其用途需要在類似于因燃料溢出或燃氣泄漏造成的易燃環境中運轉時,以盡可能減小超速的危險。請記住,康明斯公司是無法知道您如何操作發動機的。發動機用戶和操作員對于在惡劣環境下安全操作發動機應負完全責任。有關更詳細的信息,請向 Cummins® 特約維修站咨詢。
注意
不要讓發動機和腐蝕性化學品接觸。腐蝕性化學品會損壞發動機。
對于在易燃環境中工作的發動機,康明斯公司建議安裝進氣切斷裝置或類似的安全裝置以減小在易燃環境(例如燃料溢出或燃氣泄漏)中工作時產生發動機超速的危險。
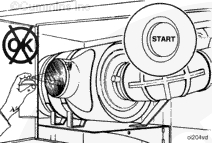
康明斯K38、K50、QSK38 和 QSK50 柴油發動機正常起動步驟概述
注意
為了避免損壞起動馬達,不要讓起動馬達持續工作超過 30 秒。兩次起動之間要間隔 2 分鐘(僅限于電動起動馬達)。
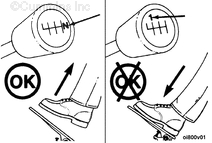
配備空氣起動馬達的發動機所需壓縮空氣最小氣壓為 480 kPa [70 PSI]。脫開傳動裝置,如果配備變速箱,將其置于空檔。油門處于怠速位置時起動發動機。
警告
蓄電池可能會逸出爆炸性氣體。為降低造成人身傷害的可能性,在維修蓄電池之前,必須保持發動機艙通風良好。為避免產生電弧,應最先拆下并最后連接蓄電池負極(-)電纜。
注意
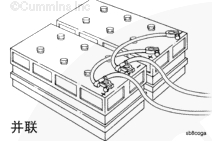
使用跨接線起動發動機時,要確保導線并聯:正極(+)和正極(+)連接,負極(-)和負極(-)連接。使用外部電源起動發動機時,請將切斷開關轉到”OFF”(斷開)位置。連接跨接電纜之前要取下鑰匙開關。
如圖所示為典型的蓄電池并聯連接。這種連接使發動機得到雙倍的起動電流。
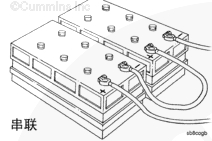
插圖所示為一種典型的蓄電池串聯連接。在這種組合形式中,正極 (+) 蓄電池電纜連接到相鄰蓄電池的負極 (-) 蓄電池端子上。
這種組合形式使得電壓增加一倍。
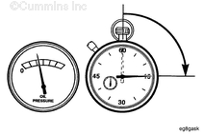
注意
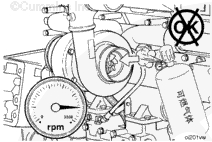
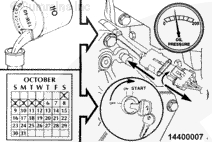
起動后的 15 秒內,儀表上必須顯示機油壓力。如果 15 秒內機油壓力沒有顯示,立即使發動機停機以避免其損壞。
核實油底殼中的機油油位是正確的。對于已配備 Prelub ™系統的發動機,在達到足夠的機油壓力前,起動馬達將不會接合。
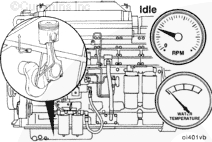
使發動機以大約 1000 rpm 怠速運轉 3 至 5 分鐘,在帶負載運轉前,水溫至少達到 60°C [140°F]。

緩慢提高發動機轉速 (rpm),以便向軸承提供充分的潤滑,并且使機油壓力趨于穩定。
注意
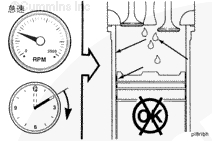
不要使發動機怠速運轉過長時間。怠速運轉時間過長(超過10分鐘)可能會損壞發動機,因為這時燃燒室的溫度降低以至燃油無法充分燃燒。這樣會造成噴油器噴孔周圍和活塞環上產生積碳,并導致氣門卡住。
注意
如果發動機冷卻液溫度變得過低(60°C [140°F]),未充分燃燒的燃油將機油從缸壁上沖刷掉,并稀釋了曲軸箱中的機油;因此,使發動機的所有運動機件得不到正確的潤滑。
康明斯K38、K50、QSK38 和 QSK50 柴油發動機寒冷氣候下的起動
帶機械式或電子式計量裝置(乙醚)
警告
不要在船用發動機上使用起動液。起動液是易燃易爆物。一定要使明火、火花、電弧開關遠離起動液。
警告
由于存在爆炸的可能性,不要在船用應用類型中使用易爆炸的冷起動輔助物質。
警告
由于存在爆炸的可能性,不要在地下礦井或隧道作業中使用易爆的冷起動輔助裝置。相關事項請咨詢當地的美國礦業局監察員。

由于安全事故及發動機損壞的可能性大大增加,在沒有計量設備時不要使用起動液。
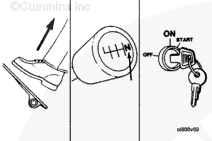
將油門設定到怠速位置。脫開任何驅動裝置,如果裝配變速箱,將其置于空檔位置。
注: 對于配備有 Prelub 系統的發動機,將鍵固定在”START”(起動)位置以增大機油壓力。
將鑰匙開關轉到”ON”(接通)位置,給 ECM 通電。
注意
起動發動機時起動液不能過量。使用過多的起動液將損壞發動機。對于配備有 Prelub 系統的發動機,在發動機開始拖動前不要使用乙醚。
起動發動機時,向缸內噴入定量的起動液。

注意
在起動后的 15 秒內,發動機必須有足夠的機油壓力。如果在 15 秒內低油壓報警指示燈沒有熄滅,或者機油壓力表顯示無油壓,應立即停機以防止發動機損壞。
核實油底殼中的機油油位是否正確。參考第 3 節中的步驟 007-043(發動機機油油位)。對于已配備預潤滑系統的發動機上,在達到足夠的機油壓力前,起動馬達將不會接合。
在冷卻液溫度表指針開始擺動前或在起動后數分鐘內,不要將發動機轉速提高到低怠速以上。這樣才能充分潤滑軸承。在開始正常運轉后監測機油壓力表。

康明斯K38、K50、QSK38 和 QSK50 柴油發動機長時間停機或更換機油后的起動步驟
概述
注意
不要讓發動機用盡燃油。失去供油會導致燃油泵和噴油器損壞
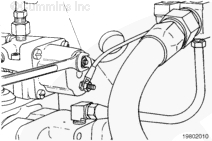
機械驅動噴油器
注: 配備了 Prelub™ 系統的發動機可以進行自加注而無需以下步驟。
每次換油或停機 5 天以上之后,必須先完成下列步驟,以保證發動機能夠從潤滑系統中得到正確的機油流量。斷開燃油泵電磁閥上的電線。利用起動馬達轉動曲軸,直至壓力表上指示出機油壓力或報警指示燈熄滅。將電線連接到燃油泵電磁閥上。參考第 V 節中的步驟 018-006(發動機部件扭矩值)起動發動機;參考第 1 節中的步驟 101-014(正常起動步驟)。
康明斯K38、K50、QSK38 和 QSK50 柴油發動機電子控制噴油器
注: 此步驟將會造成記錄未插接傳感器的故障代碼。在連接傳感器后,這些故障代碼將不起作用,并對發動機運轉沒有影響。
注: 配備 Prelub™ 系統的發動機潤滑系統可自行充注,使用以下步驟只能充注發動機燃料系統。
斷開發動機轉速傳感器和凸輪軸位置傳感器。采用機械驅動噴油器的發動機只有發動機轉速傳感器。對于配備 MCRS 燃料系統的發動機,循環鑰匙開關通斷,使注油泵運轉 2 分鐘。重復本步驟一次,以確保燃料系統的充注充分。利用起動馬達轉動曲軸,直至壓力表上指示出機油壓力或報警指示燈熄滅。
連接傳感器。起動發動機。參考第 1 節中的步驟 101-014(正常起動步驟)
操作康明斯K38、K50、QSK38 和 QSK50 柴油發動機
正常
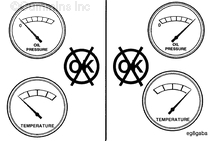
如果配備機油壓力表和冷卻液溫度表,要經常查看它們的讀數。請參考維護保養技術規范(第 V 節)中潤滑系統技術規范和冷卻液系統技術規范中推薦的工作壓力和溫度。如果壓力或溫度不符合技術規范,關閉發動機。發動機運轉過程中,如果發動機冷卻液溫度持續高于或低于維護保養技術規范(第 V 節)中給出的技術規范值,可能會損壞發動機。
如果開始出現過熱情況,通過減小油門設定值降低發動機的輸出功率,直到溫度恢復到正常工作范圍內。如果發動機溫度無法恢復正常值,則進一步降低發動機轉速并與 Cummins® 特約維修站聯系。
環境溫度
0 至 -32°C [32 至 -25°F]
使用 50% 乙二醇防凍液和 50% 水混合而成的發動機冷卻液混合液。
-32°C 至 -54°C [-25°F 至 -65°F]
使用 60% 乙二醇防凍液和 40% 水混合而成的發動機冷卻液混合液。
寒冷氣候下要求使用寒冷氣候輔助裝置。
康明斯K38、K50、QSK38 和 QSK50 柴油發動機工作范圍
概述
注意
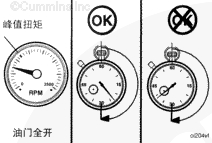
在低于發動機峰值扭矩轉速時(參見發動機銘牌上給出的峰值扭矩轉速),不要讓發動機油門保持全開超過 30 秒鐘。低于發動機峰值扭矩轉速時讓發動機油門保持全開會縮短發動機大修間隔,將導致嚴重的發動機損壞,而且被認為是違規操作。
Cummins® 發動機在設計上能滿足在低于峰值扭矩轉速且油門全開條件下瞬間運轉。這符合推薦的操作規程。
注意
不要使發動機轉速超過發動機最大轉速。讓發動機轉速超過最大轉速會導致嚴重的發動機損壞。在車輛、船舶和設備上使用正確的操作技巧,以避免發動機超速。最大發動機轉速技術規范列在維護保養技術規范(第 V 節)中。
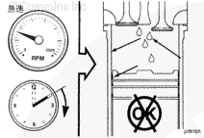
注意
不要使發動機怠速運轉過長時間。長時間怠速(超過 10 分鐘)會導致發動機性能差。
康明斯K38、K50、QSK38 和 QSK50 柴油發動機電子調速器運轉
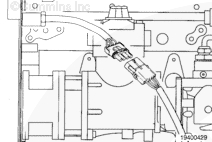
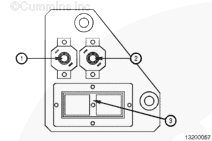
電子控制船用發動機配備了 2 個斷路器,位于發動機的 ECM 側。5 安斷路器 (1) 用于鑰匙開關控制的 ECM 電源,10 安斷路器 (2) 用于非鑰匙開關控制的面板電源。電路斷路器板上還安裝有 40-針 OEM 接頭(3)。
康明斯K38、K50、QSK38 和 QSK50 柴油發動機機械調速器運轉
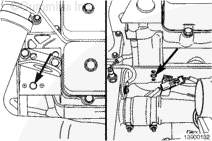
船用發動機在發動機導線系統中配備了一個 10 安培斷路器。該斷路器在一些機型上位于缸蓋后部,在其它發動機型號上位于缸體后部。
康明斯K38、K50、QSK38 和 QSK50 柴油發動機發動機停機
概述
對于帶有排氣岐管保護裝置和渦輪增壓器的發動機,在全負荷運轉之后的停機前,應使發動機先怠速運轉 10 至 12 分鐘,然后再停機。或者在發動機全負荷運轉后,在停機前先怠速運轉 3 到 5 分鐘。這是為了讓活塞、氣缸、軸承和渦輪增壓器部件冷卻。如果發動機無法停機,參考相應的操作和維護保養手冊的故障判斷及排除癥狀(第 TS 節)。將鑰匙開關轉到 OFF(斷開)位置。按“STOP”(停機)按鈕停止發動機運轉;如果發動機只配備了鑰匙開關,則轉動鑰匙開關至斷開位置。
注: 針對裝備電子控制模塊 (ECM) 的發動機,斷開連續(無開關)蓄電池電源前,請先確保關閉鑰匙開關 60 秒鐘或以上。如果無開關蓄電池電源在鑰匙開關關閉后不到 60 秒鐘就斷開,則會激活故障代碼和產生不正確的 ECM 信息。
注: 因為冰凍造成的發動機損壞不在 Cummins® 的保修范圍內。
在寒冷季節存放時必須遵守規定步驟以防發動機因冰凍而受損。該步驟適用于所有結冰狀況已出現或可能出現的情況。有關在此期間保護發動機的步驟,請參見相應的《操作和維護保養手冊》中的第 SS 節 - 步驟 000-014(季節性存放)。
 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
